蘭陵專(zhuān)業(yè)導(dǎo)電氧化廠家
發(fā)布時(shí)間:2025-05-31 00:47:24
蘭陵專(zhuān)業(yè)導(dǎo)電氧化廠家
電鍍工藝與陽(yáng)極空氣氧化的差別你清楚嗎?一:解決辦法不一樣電鍍工藝是將待電鍍材料做為負(fù)極,與涂層金屬材料的同樣的金屬?gòu)?fù)合材料做為陽(yáng)極(亦有選用不可溶陽(yáng)極),鋰電池電解液為帶有的涂層金屬離子的水溶液;陽(yáng)極與負(fù)極間鍵入一定的電流量。涂層原材料與待電鍍工藝的原料是不一樣的這兩種原材料,如鈹銅電鍍鎳,鈹銅為板材,鎳為涂層。陽(yáng)極空氣氧化運(yùn)用有機(jī)化學(xué)或光電催化解決,使金屬表層轉(zhuǎn)化成一種帶有該金屬材料成分的皮膜層。等待處理的資料做為陽(yáng)極,在指定的鋰電池電解液中根據(jù)另加電流量使其表層生成膜層的一種材料保護(hù)。如鋁合金型材空氣氧化,在是在鋁合金型材表層產(chǎn)生一層三氧化二鋁的塑料薄膜,三氧化二鋁酸類(lèi)平穩(wěn),不容易再空氣氧化,不會(huì)受到酸浸蝕,還能夠染上各種顏色。
蘭陵專(zhuān)業(yè)導(dǎo)電氧化廠家
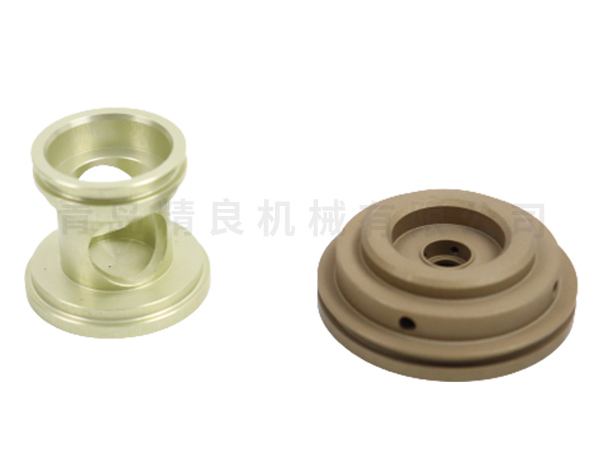
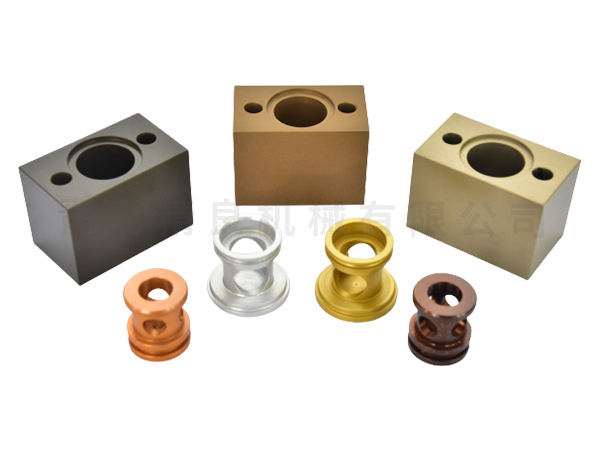
關(guān)鍵運(yùn)用于規(guī)定超耐磨,耐高溫,絕緣性能能好等得鋁和鋁合金型材零件上。如各種各樣做為圓桶得內(nèi)腔,活塞桿,汽塞,氣缸,滾動(dòng)軸承,飛機(jī)場(chǎng)客艙得木地板,滾棒和滑軌,水利機(jī)械,蒸氣離心葉輪,適平機(jī),傳動(dòng)齒輪和減震膠墊等零件。用硬質(zhì)氧化加工工藝來(lái)替代傳統(tǒng)式得鍍硬鉻涂層,與硬鉻加工工藝對(duì)比它具備低成本,膜層融合堅(jiān)固,鍍液,清理廢水解決便捷等優(yōu)勢(shì)。但此加工工藝所得的膜層得缺陷是膜層薄厚很大時(shí),對(duì)鋁和鋁合金型材得機(jī)械設(shè)備疲勞極限指標(biāo)值有一定的危害。硬質(zhì)氧化得硬質(zhì)的陽(yáng)極氧化處理電解法方式許多,比如:鹽酸,鹽酸,丙二醇,磺基水楊酸以及它得碳酸鹽和有機(jī)物等。常用開(kāi)關(guān)電源可分成直流電,溝通交流和交直流電源累加開(kāi)關(guān)電源等幾類(lèi),現(xiàn)階段廣泛運(yùn)用得有以下二種硬質(zhì)的陽(yáng)極氧化處理。
蘭陵專(zhuān)業(yè)導(dǎo)電氧化廠家
(1.裝掛工裝夾具原材料務(wù)必保證 導(dǎo)電性?xún)?yōu)良,一般采用硬鋁合金型材棒或鋁合金原材料。已采用過(guò)的專(zhuān)用型或通用性工工裝夾具如陽(yáng)極氧化處理解決時(shí)再度應(yīng)用,務(wù)必完全取除其表層空氣氧化膜(鈦原材料以外),保證 優(yōu)良觸碰。工工裝夾具既要確保充足導(dǎo)電性觸碰總面積,又要盡量避免工裝夾具劃痕。假如接觸面積過(guò)小,會(huì)造成燒蝕熔蝕陽(yáng)極氧化處理零件。2.陽(yáng)極氧化處理水溶液的氣溫務(wù)必嚴(yán)控,溫度范圍是18~22℃。空氣氧化加工工藝流程中需選用壓縮氣體拌和,并應(yīng)配置致冷設(shè)備。在無(wú)致冷設(shè)備的情形下,在鋰電池電解液中添加2%~3%的寬溫劑,能夠使陽(yáng)極氧化處理水溶液溫度范圍超出35℃而防止或降低空氣氧化膜的松散或脫層。此外,操縱溫度穩(wěn)定的標(biāo)準(zhǔn)下,也需要留意合理操縱陽(yáng)極氧化電流強(qiáng)度,才可以能夠更好地確保空氣氧化膜品質(zhì)。

蘭陵專(zhuān)業(yè)導(dǎo)電氧化廠家
鋁因其質(zhì)輕,抗壓強(qiáng)度和耐蝕性而出名。在很多狀況下,沒(méi)經(jīng)加工處理的鋁合金型材的白色外型充足。殊不知,對(duì)鋁合金型材開(kāi)展陽(yáng)極氧化處理有很多緣故。陽(yáng)極氧化處理是一種相對(duì)性簡(jiǎn)潔的化學(xué)全過(guò)程,已有近一個(gè)世紀(jì)的歷史時(shí)間。用以提升鋁表層純天然空氣氧化層的薄厚.鋁氧化是一種堅(jiān)韌經(jīng)久耐用的表層改性劑,能維持鋁的外觀和當(dāng)然金屬質(zhì)感,提高其抵御中國(guó)傳統(tǒng)元素的工作能力。陽(yáng)極氧化處理是一種不能缺失的表層改性劑,它不容易脫落,脫落或出泡。與當(dāng)然產(chǎn)生的薄空氣氧化層對(duì)比,操縱生成的空氣氧化層更硬,更經(jīng)久耐用,薄厚約為1000倍.

蘭陵專(zhuān)業(yè)導(dǎo)電氧化廠家
以鋁合金型材硬質(zhì)氧化加工工藝規(guī)定為例子:1.鈍角倒圓。被生產(chǎn)加工零件不允許有鈍角,毛邊及其其他各種各樣銳利的有尖角的位置由于硬質(zhì)氧化,一般陽(yáng)極氧化處理時(shí)間均是相當(dāng)長(zhǎng)的,并且空氣氧化全過(guò)程(A1O2→a12o3q)自身便是一個(gè)化學(xué)反應(yīng)。又因?yàn)橐话懔慵吔堑牡貐^(qū)通常也是電流量比較集中化的位置因此這種位置容易造成零件的局部性超溫,使零件被燙傷。2.專(zhuān)用夾具因硬質(zhì)的陽(yáng)極氧化處理的零件在空氣氧化全過(guò)程中,要承擔(dān)很高的工作電壓和較高的電流量,一定要使卡具和零件能維持極優(yōu)良的觸碰,不然將因松動(dòng)而導(dǎo)致?lián)p壞或燙傷零件觸碰位置的問(wèn)題。因此需要對(duì)不一樣樣式的零件,及其零件空氣氧化后的主要需要設(shè)計(jì)和生產(chǎn)制造專(zhuān)用夾具。3.零件規(guī)格的容量因硬質(zhì)氧化膜的薄厚較高,因此如必須進(jìn)一步生產(chǎn)加工的鋁零件或之后必須安裝的零件,應(yīng)事前留出一定的加工的剩余量,及特定夾裝位置。因硬質(zhì)的陽(yáng)極氧化處理時(shí),要更改零件規(guī)格,故在機(jī)械加工制造時(shí),要提前預(yù)測(cè)分析,空氣氧化膜的很有可能薄厚和標(biāo)準(zhǔn)公差,然后在明確陽(yáng)極氧化處理前的零件具體規(guī)格,便于處置后,符合要求的尺寸公差范疇。

蘭陵專(zhuān)業(yè)導(dǎo)電氧化廠家
第二:解決的對(duì)象不一樣。電鍍工藝方式解決的目標(biāo)主要是金屬材料,還可以是非金屬材料。常運(yùn)用的電鍍工藝涂層金屬材料為鎳,鉻,錫,銅,銀及金等。也就是常常說(shuō)的電鍍鎳,不銹鋼,電鍍金等。陽(yáng)極空氣氧化解決則是金屬表層加工處理的方式。大部分金屬?gòu)?fù)合材料(如不銹鋼板,鋅合金材料,鋁合金型材,壓鑄鋁,合金銅,鋁合金)都能夠在合適的鋰電池電解液中開(kāi)展陽(yáng)極空氣氧化解決。第三:解決基本原理不一樣電鍍工藝是電鍍材料做為負(fù)極,陽(yáng)極空氣氧化帶解決原材料做為陽(yáng)極電鍍工藝是因?yàn)檎姾尚в茫饘俨牧详?yáng)極正離子向負(fù)極挪動(dòng),并在負(fù)極獲得電子器件而沉淀在待鍍?cè)牧仙稀Ec此同時(shí)陽(yáng)極的合金融解,持續(xù)填補(bǔ)鋰電池電解液中的金屬離子。